













































Hochpräzise Sechsachs-Parallelkinematik
Schweiß-Hexapode in Serienreife
Das hochpräzise WIG-Schweißen von dünnen Blechen oder exakten Rundnähten ist ein komplizierter Prozess, der bisher weder von herkömmlichen Maschinen noch von Hand zufriedenstellend ausgeführt werden konnte. Der Maschinenbauer Castro entwickelte daher eine Parallelkinematik-basierte Schweißzelle, die durch den Einsatz leistungsstarker Automatisierungstechnik nun Serienreife erreicht hat.
 Bild: Beckhoff Automation GmbH & Co. KG
Bild: Beckhoff Automation GmbH & Co. KG Bild: Beckhoff Automation GmbH & Co. KG
Bild: Beckhoff Automation GmbH & Co. KGPC-based Control und TwinCAT 3 CNC
Die Schweißnaht, die Castro-Geschäftsführer Udo Massari an einem Titan-Katalysator für Luxusautos zeigt, ist glatt wie eine Silikonfuge: "Es entsteht ein absolut gleichmäßiger Wulst. Wir sind die einzigen, die diese Qualität liefern können." Das schaffe nicht einmal ein Roboter, sondern nur der Wigpod, eine automatisierte Wolfram-Inertgas-Schweißzelle. Deren sechs parallel angeordneten Achsen können ihre Länge verändern und sich in allen drei translatorischen und rotatorischen Freiheitsgraden bewegen. In Kombination mit moderner Steuerungs- und Antriebstechnik von Beckhoff hat die Maschine nun die Serienreife erreicht. Der Umstieg von der zuvor verwendeten Steuerungstechnik auf PC-based Control war unkompliziert. "Innerhalb von vier Monaten hatten wir die komplette Steuerung erneuert sowie die Transformationsanpassung und HMI-Programmierung realisiert", erzählt Massari.
Hohe Präzision und Wiederholgenauigkeit
Bereits seit den 1990er-Jahren entwickelt Castro Systeme auf Basis der Hexapodtechnik. Zunächst begann man mit medizinischen Behandlungs- und OP-Liegen. Parallel wurde aber auch an einer Lösung für den Maschinenbau gearbeitet. Im Jahr 2009 kam als Basismodell der erste, sogenannte Caspod auf den Markt. "Die Herausforderung bei der Entwicklung bestand vor allem in der Umsetzung der Parallelkinematik in CNC-basierte Steuerungstechnik", erklärt Massari: "Mit dem Einsatz von PC-based Control hat nun aber eine neue Ära begonnen, die den Anforderungen des Präzisionsmaschinenbaus genau entspricht." Die Caspod-Baureihe umfasst sechsachsige Maschinenzellen mit Parallelkinematik, die für ganz unterschiedliche Anwendungen ausgelegt werden können, z.B. Schweißen, Entgraten, Fräsen, Polieren oder Laserschneiden. Die kompakte, CE-konforme Bearbeitungszelle zeichnet sich durch hohe Dynamik, Bahngenauigkeit und Steifigkeit aus. So kann die neue Schweißzelle den 0,5kg schweren Brenner mit einer Genauigkeit im Hundertstel-Bereich positionieren, bei einer Vorschubgeschwindigkeit von 60m/min - und das bei nur einem Bruchteil der Leistungsaufnahme herkömmlicher Arbeitsmaschinen. Möglich wird das durch die parallele Anordnung der Achsen, deren zu bewegende Eigenmasse sehr gering ist: "Die Besonderheit besteht darin, dass die Bewegung in einer Achsrichtung von sechs statt nur von einem Antrieb ausgeführt wird", so Massari. "Herkömmliche, seriell angeordnete Systeme müssen hingegen für die gleichen Aufgaben mehrere 100kg Eigengewicht bewegen und erreichen dabei schnell Leistungsaufnahmen von mehreren kW." Bei vergleichbarem Arbeitsraum arbeitet Wigpod mit einer Leistungsaufnahme von nur 0,8kW um ein Vielfaches energieeffizienter. Somit können Bauteile für Handwerk, Industrie, Luft- und Raumfahrt sowie Automotive - insbesondere aus Titan, Aluminium und Edelstahl - vollautomatisch ohne Anlauffarben, energieeffizient sowie umwelt- und gesundheitsschonend geschweißt werden.
 Bild: Beckhoff Automation GmbH & Co. KG
Bild: Beckhoff Automation GmbH & Co. KGLeistungsfähige Kinematiktransformation
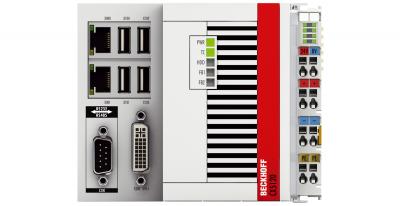
Die Umsetzung der komplexen Hexapod-Kinematik in die maschinenrelevante CNC-Technik galt im Projekt als besondere Herausforderung. Kernstück des dahinterstehenden mathematischen Modells ist die Stewart-Transformation. Sie sorgt dafür, dass die Servomotoren der sechs Achsen aufeinander abgestimmt angesteuert werden können und exakt fließende Bewegungen erzeugen. Dazu erhält die Stewart-Plattform von der übergeordneten Twincat3-CNC die Sollwerte sämtlicher Bewegungsabläufe, berechnet die erforderlichen Achspositionen und gibt die Informationen an die Antriebssteuerung zurück. "Das Zusammenspiel der CNC mit der Stewart-Transformation sorgt für reibungsloses und gleichzeitiges Bewegen der sechs Achsen", ergänzt Peter Böckstiegel, Geschäftsführer des unterstützenden Systemintegrators Böckstiegel Automation in Penzberg. Dass Beckhoff hierfür in Twincat3 die entsprechenden mathematischen Übersetzungs-Tools bzw. Kinematiktransformationen bereitstellt, ermögliche eine einfache und flexible Bedienung und Programmierung. Die Steuerungssoftware bietet entsprechende CNC-Funktionalität und deckt damit den gesamten Bereich klassischer Bahnsteuerungen bis hin zu komplexen Bewegungs- und Kinematikanforderungen ab. Durch die Steuerung und Transformation mit Twincat ist es gegenüber dem Vorgängersystem nun auch möglich, um eine weitere Achse zu drehen. Dies ist insbesondere dann von Bedeutung, wenn der Schweißkopf um die zu schweißende Naht gedreht werden muss. Als hoch skalierbares System bietet PC-based Control zudem die für jede Anwendung passende Hardware-Plattform. Die harte Echtzeit des Twincat-Realtime-Kernels und die schnelle Kommunikation über Ethercat bieten die Voraussetzungen für eine hochpräzise Bewegungssteuerung. In der Wigpod-Anwendung stellte sich der Schaltschrank-PC C6920 als genau passende Hardware heraus. Zur Bedienung wird das anwendungsspezifisch ausgelegte 15"-Control-Panel CP6942 für Werkzeugmaschinen mit CNC-Tastererweiterung eingesetzt. "Als Bedienoberfläche dient das CNC-HMI von Twincat", ergänzt Böckstiegel. "Es lässt sich komfortabel über Microsoft-.Net-Standards programmieren und ermöglicht durch sein offenes, modulares Konzept ein anwendungsgerechtes Design."
Sicherheit bei der Bewegungssteuerung
Die sechs Hauptachsen der Schweißzelle werden von den dynamischen Servomotoren der Baureihe AM8000 angetrieben. Zusätzlich gibt es zwei Hilfsachsen für lineare Teilezuführung und rotatorische Bauteilpositionierung. Für die insgesamt acht CNC-Achsen sind vier kompakte, zweikanalige AX5203-Servoverstärker im Einsatz. Sie unterstützen insbesondere schnelle und hochdynamische Positionieraufgaben und erfüllen damit die Anforderungen der Schweißzelle sehr gut. "Ein weiterer Vorteil der Beckhoff-Antriebstechnik ist die Einkabeltechnik OCT, die einen verringerten Verdrahtungsaufwand sowie reduzierte Material- und Inbetriebnahmekosten bedeutet", sagt Böckstiegel. Zum Schutz der Maschinenbediener vor gefährlichen Bewegungen sind die Servoverstärker mit der Twinsafe-Optionskarte AX5805 ausgestattet. "Vor allem bei Testläufen mit neuen Produkten oder beim Einrichten der Maschine ist es wichtig, dass der Bediener auch händisch in den Arbeitsprozess eingreifen kann", betont Böckstiegel. Mit Twinsafe könne die Schweißzelle bei Bedarf auch bei offener Tür oder mit einer sicher reduzierten Geschwindigkeit arbeiten, ohne Gefahr für den Bediener.
Das hochpräzise WIG-Schweißen von dünnen Blechen oder exakten Rundnähten ist ein komplizierter Prozess, der bisher weder von herkömmlichen Maschinen noch von Hand zufriedenstellend ausgeführt werden konnte. Der Maschinenbauer Castro entwickelte daher eine Parallelkinematik-basierte Schweißzelle, die durch den Einsatz leistungsstarker Automatisierungstechnik nun Serienreife erreicht hat.
Bild: Beckhoff Automation GmbH & Co. KGBild: Beckhoff Automation GmbH & Co. KGPC-based Control und TwinCAT 3 CNC
Die Schweißnaht, die Castro-Geschäftsführer Udo Massari an einem Titan-Katalysator für Luxusautos zeigt, ist glatt wie eine Silikonfuge: "Es entsteht ein absolut gleichmäßiger Wulst. Wir sind die einzigen, die diese Qualität liefern können." Das schaffe nicht einmal ein Roboter, sondern nur der Wigpod, eine automatisierte Wolfram-Inertgas-Schweißzelle. Deren sechs parallel angeordneten Achsen können ihre Länge verändern und sich in allen drei translatorischen und rotatorischen Freiheitsgraden bewegen. In Kombination mit moderner Steuerungs- und Antriebstechnik von Beckhoff hat die Maschine nun die Serienreife erreicht. Der Umstieg von der zuvor verwendeten Steuerungstechnik auf PC-based Control war unkompliziert. "Innerhalb von vier Monaten hatten wir die komplette Steuerung erneuert sowie die Transformationsanpassung und HMI-Programmierung realisiert", erzählt Massari.
Beckhoff Automation GmbH & Co. KG
Dieser Artikel erschien in ROBOTIK UND PRODUKTION 1 2018 - 01.03.18.Für weitere Artikel besuchen Sie www.robotik-produktion.de

